حول عملية الصب بالضغط العالي
يمكن أن ينتج صب القوالب بالضغط العالي مصبوبات بسرعة وبتكلفة اقتصادية. يمكن أن تتكون هذه المصبوبات من ثقوب وخيوط وشقوق مختلفة ، والتي تتميز بدقة الأبعاد العالية والتشطيب الجيد للسطح. إنها تجعل المعدن اقتصاديًا وتتطلب معالجة سطحية قليلة أو معدومة. مبدأ الصب بالضغط هو الضغط على المعدن المنصهر في قالب أو يموت تحت ضغط كبير. تعمل الآلات المستخدمة لهذا الغرض على أحد النظامين أو كلاهما:
آلة الصب بالقالب بالغرفة الساخنة (للمعادن ذات نقطة الانصهار المنخفضة)
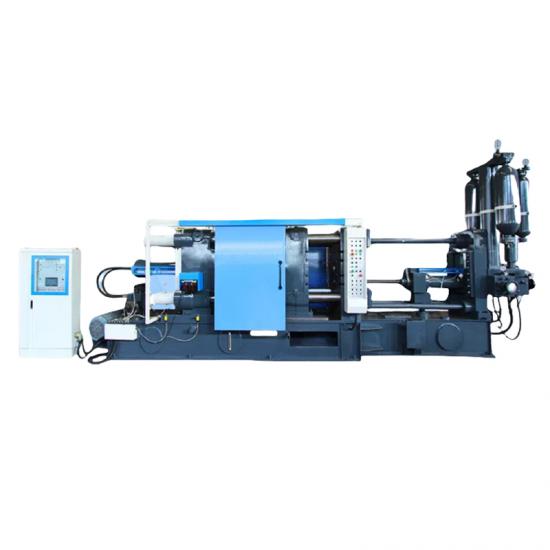
آلة صب القوالب بالغرفة الباردة (للمعادن ذات نقطة الانصهار العالية)
في آلة الصب بالقالب بالغرفة الساخنة ، يتم الاحتفاظ بالمعدن سائلاً في بوتقة داخل الماكينة ، وتقع حجرة الضغط التي تغذي المعدن في القالب في الأخدود المعدني. يمكن تشغيل هذه الآلات بالهواء المضغوط ، أو بشكل أكبر عن طريق عمل قطعة ختم لتوليد الضغط. يتم الاحتفاظ بالمعدن المصبوب لآلة الغرفة الباردة سائلاً في فرن التعليق ، ويتم نقله من فرن الحفظ إلى غرفة الضغط بواسطة ملعقة أو جهاز أوتوماتيكي خاص ، ويتم ضغطه في القالب بواسطة قطعة ختم. يتم تشغيل بعض الآلات البسيطة يدويًا ، ولكن من أجل زيادة الإنتاجية ، يتم استخدام الآلات الأوتوماتيكية بالكامل بشكل أكثر شيوعًا.

في صب القوالب بالضغط ، يتعرض التصميم المعقد متعدد الأجزاء لقوالب التصنيع الدقيقة ، وبالتالي باهظة الثمن ، لظروف عمل قاسية مع تغيرات مستمرة في الضغط العالي ودرجة الحرارة. لإنتاج مصبوبات الزنك وسبائك الزنك ، يمكن صنع القوالب من الفولاذ غير المخلوط ، ولكن بالنسبة للمغنيسيوم والألمنيوم والنحاس وسبائك هذه المعادن ، فإن القوالب تُصنع عمومًا من الفولاذ الساخن ، وهو أكثر متانة.
تطور آخر لقالب الضغط العالي هو الصب بالقالب بالفراغ. إنها تنتج مصبوبات ذات تشطيب أفضل من المسبوكات العادية ذات الضغط العالي. يوجد نظامان يتم فيهما وضع القالب في غطاء يسحب الهواء ، أو يتم تثبيت فرن معزول أسفل آلة الصب بحيث يتم سحب المعدن في القالب وضغطه بداخله أثناء سحب الهواء للخارج. تم تطوير عملية لتصنيع مصبوبات الحديد الزهر بناءً على هذا المبدأ.