September 19,2025.
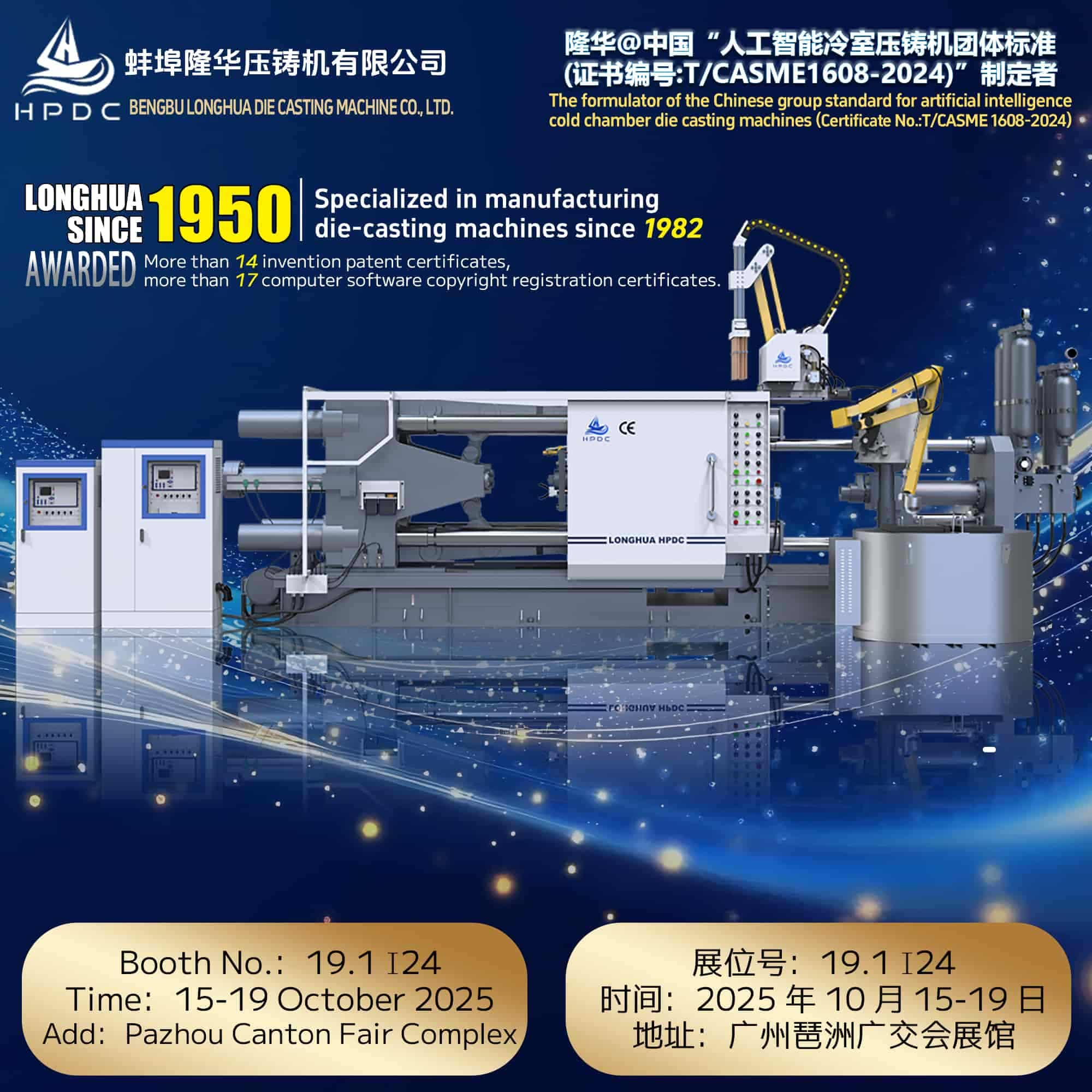
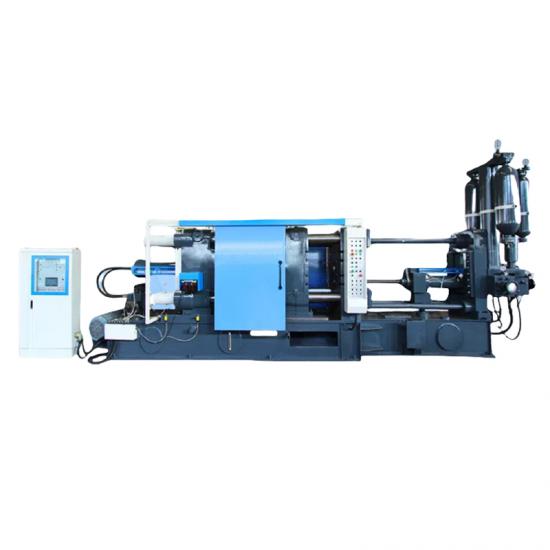
الراعي الذهبي للعارض: شركة Bengbu Longhua Die-Casting Machine Co., Ltd.، بالتعاون مع غرفة التجارة الدولية الصينية (CCOIC) وغرفة التجارة الدولية لبلدية Bengbu، تدعوكم بصدق إلى المعرض الدولي التاسع لصناعة الألمنيوم في تركيا (Aluexpo) 2025! تأسست شركة بنغبو لونغهوا لآلات الصب بالقالب المحدودة عام ١٩٥٠، وتخصصت منذ عام ١٩٨٢ في البحث والتطوير وإنتاج آلات الصب بالقالب الأفقية ذات الحجرة الباردة، وقوالب الصب بالقالب، وأتمتة الصب بالقالب. ومن خلال دمج التصميم والبحث والتطوير والتصنيع والمبيعات، صُدّرت منتجات الشركة إلى أكثر من ٤٣ دولة. ومنذ عام ٢٠١٤، عززت الشركة آلية الابتكار التعاوني بين الصناعة والجامعة والبحث. وأنشأت فريقًا للبحث والتطوير في لونغهوا بالتعاون مع مؤسسات مرموقة مثل معاهد هيفي للعلوم الفيزيائية، والأكاديمية الصينية للعلوم، وجامعة بنغبو، وجامعة آنهوي للعلوم والتكنولوجيا. ويضم فريق البحث والتطوير حاليًا ٣٧ عضوًا، منهم ١٤ طالب دكتوراه (مع ٤ مشرفين على رسائل الدكتوراه)، و١٢ طالب دراسات عليا (مع ٩ مشرفين على رسائل الماجستير)، ومهندسان أولان، ومهندس واحد، و٨ فنيين. كانت الشركة رائدة في صياغة معيار المجموعة الواحدة: آلة الصب بالقالب ذات الغرفة الباردة الذكية (T/CASME 1608-2024) . ستعرض شركتنا في المعرض آلة الصب بالذكاء الاصطناعي عالية السرعة والدقة والتي تم تطويرها بشكل مشترك مع "أفضل الجامعات ومعاهد الأبحاث" في الصين. هذا الجهاز مدعوم بـ 14 براءة اختراع وطنية، و17 شهادة حقوق نشر لبرامج الكمبيوتر، وغيرها من المؤهلات ، مع حقوق الملكية الفكرية المستقلة تمامًا. ونحن نتطلع بصدق إلى تبادل الأفكار والتعاون معكم في المعرض لاستكشاف المستقبل الجديد لصناعة الصب بالقالب! 【معلومات المعرض】 التاريخ: 18-20 سبتمبر 2025 المكان: جناح A125، القاعة 8، مركز إسطنبول للمعارض، تركيا رقم الهاتف للتواصل: 86-552-4020006 عنوان البريد الإلكتروني: info@longhuamachine.com المواقع الرسمية للشركة: www.longhuamachine.com؛ www.diecastingmachinechina.com شركة بنغبو لونغهوا لآلات الصب بالقالب المحدودة، الصين نائب رئيس وحدة غرفة التجارة الدولية لبلدية بنغبو التابعة لغرفة التجارة الدولية الصينية (CCOIC) (إعلان) 18 سبتمبر 2025...
قراءة المزيد