January 9,2025.
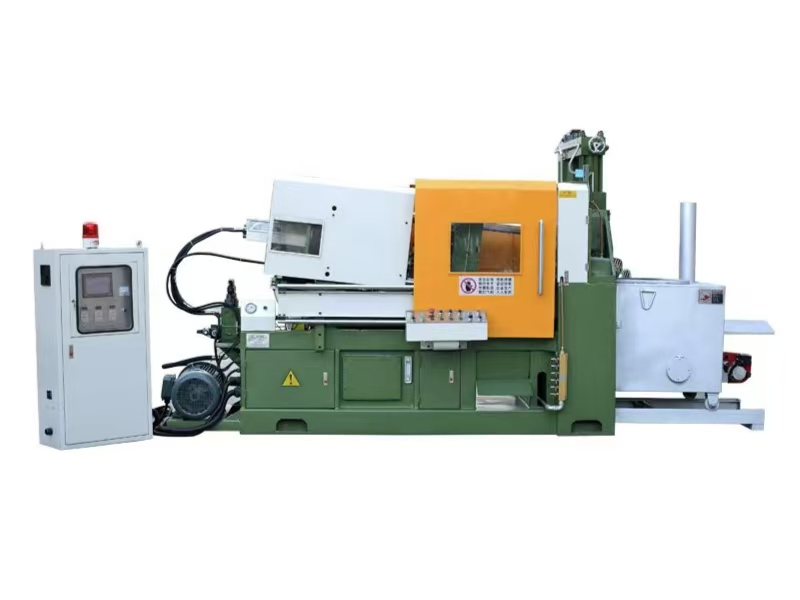
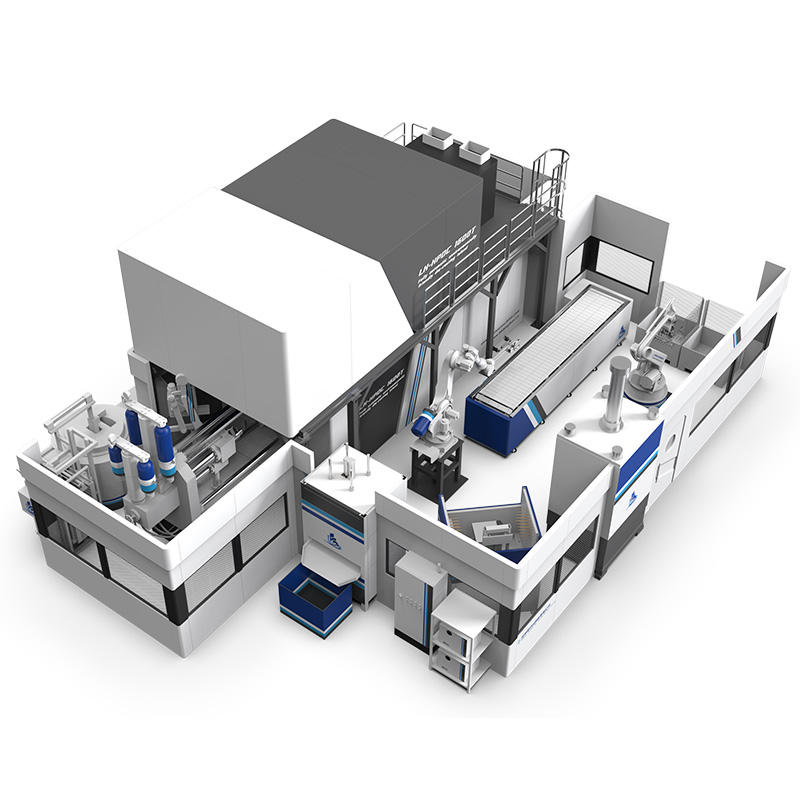
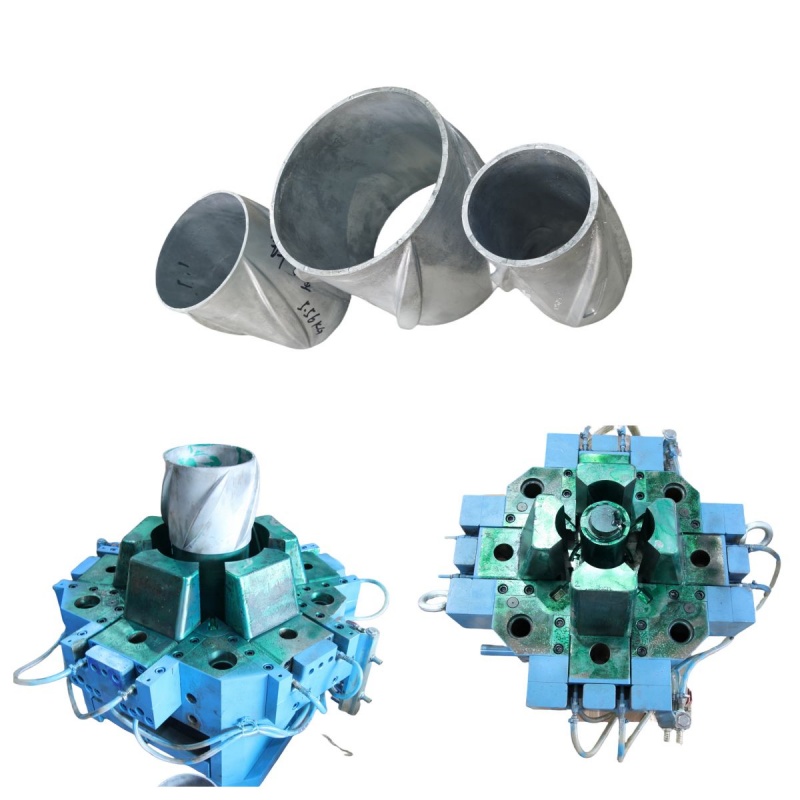
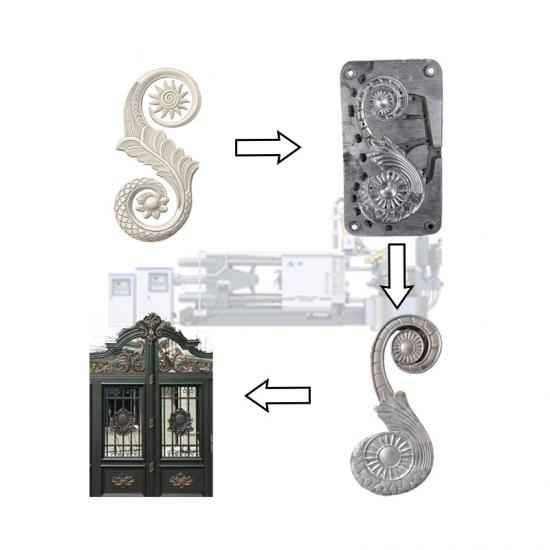
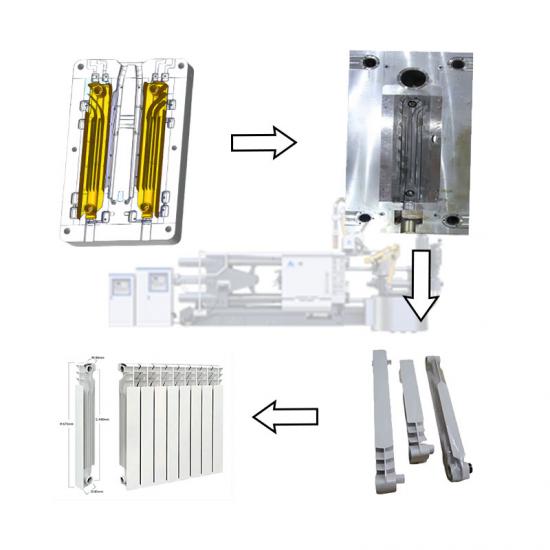
إشعار المعرض الثقيل! شركة Bengbu Longhua Die Casting Machine Co., Ltd. على وشك الظهور لأول مرة في Aquaflame بواسطة aquatherm moscow & Airvent 2025ï¼ وقت المعرض: من 4 فبراير إلى 7 فبراير 2025 المكان: قاعة معارض كروكوس، موسكو، روسيا رقم الجناح: صالة 14 ب7145 مرحبًا بكم في جناحنا لاستكشاف مستقبل صناعة التدفئة والتهوية وتكييف الهواء (المشعاع) معًا! آلة لونغهوا لصب القوالب، صب تألق ذهبي! ÐажноÐμ обÑÑвлÐμниÐμ о вÑÑÑавÐÐμ! ÐÐ¾Ð¼Ð¿Ð°Ð½Ð¸Ñ Bengbu Longhua Die Casting Machine Co., Ltd. пÑимÐμÑ ÑÑаÑÑиÐμ ² ÐÐμждÑнаÑодной вÑÑÑавÐÐμ оÑоплÐμниÑ, ÑанÑÐμÑниÐи, водооÑиÑÑÐи, обоÑÑÐ´Ð¾Ð²Ð°Ð½Ð¸Ñ Ð´Ð»Ñ Ð±Ð°ÑÑÐμйнов и вÐμнÑилÑÑии в РоÑÑии 2025 года! (أكوافليم من أكواثيرم موسكو وإيرفينت 2025) ÐаÑÑ Ð²ÑÑÑавÐи: 4 ÑÐμвÑÐ°Ð»Ñ â 7 ÑÐμвÑÐ°Ð»Ñ 2025 года ÐÐμÑÑо пÑовÐμдÐμниÑ: РоÑÑиÑ, ÐоÑÐва, вÑÑÑавоÑнÑй ÑÐμнÑÑ «ÐÑоÐÑÑ ÐÐÑпо» ÐомÐμÑ ÑÑÐμнда: зал 14, ÑÑÐμнд B7145 ÐÑиглаÑаÐμм поÑÐμÑиÑÑ Ð½Ð°Ñ ÑÑÐμнРи обÑÑдиÑÑ Ð±Ð±Ð´ÑÑÐμÐμ оÑопиÑÐμлÑной оÑÑаÑли (ÑадиаÑоÑÑ) вмÐμÑÑÐμ Ñ Ð½Ð°Ð¼Ð¸! آلة صب القوالب Longhua â ÑоздаÐμм блÐμÑÑÑÑÐμÐμ бÑдÑÑÐμÐμ вмÐμÑÑÐμ!
قراءة المزيد