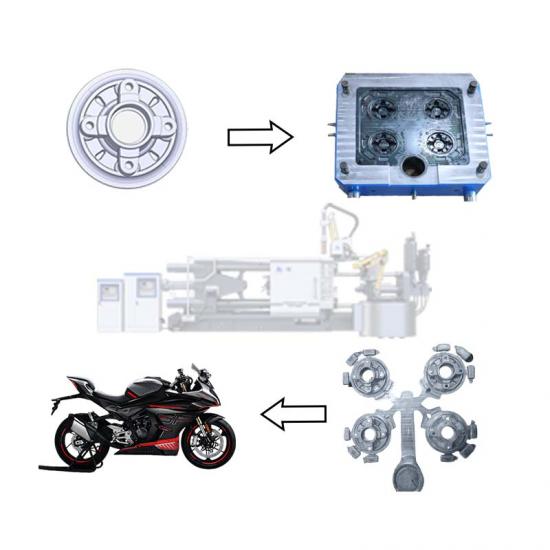
في الجزء الأخير تحدثنا عن إدارة المعدات في ورشة صب القوالب. اليوم، لونغهوا يموت الصب آلة سوف نشارك معك قطعة أخرى من معرفة البضائع الجافة: تركيب وقبول معدات آلة صب القوالب.
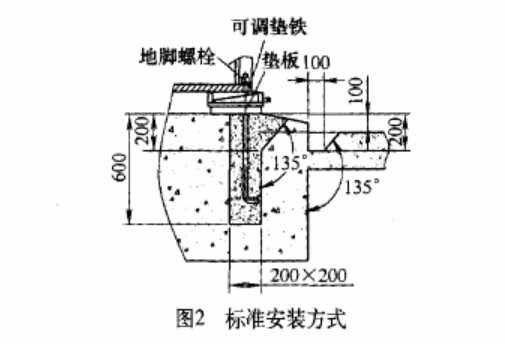
(1) تركيب آلة صب القوالب وفقًا لمتطلبات الرسم الخاصة بمصنعي آلة صب القالب ، فإن طريقة تركيب المعدات التقليدية هي أولاً بناء أساس المعدات واحتجاز الثقوب المدمجة للأقدام (انظر الشكل 2). بعد ذلك ، ضع مسامير التثبيت في الجص ، ثم اضبط المعدات بعد أن تصلب الخرسانة. بعد اكتمال التعديل الدقيق ، سيستغرق الأمر بعض الوقت حتى يتم استخدام المعدات بشكل طبيعي بعد اكتمال خزانات النفط والمياه المحيطة. يستغرق في الأساس ما يقرب من شهر واحد. في عملية التثبيت الفعلية ، مع الأخذ في الاعتبار أن طريقة التثبيت المذكورة أعلاه تستغرق وقتًا طويلاً جدًا ، يمكننا استخدام الهيكل الصلب المضمن تمامًا لتثبيت المعدات.
(2) القبول بعد التثبيت آلة الصب يموت يجب أن يستند أولاً إلى العقد ووثيقة اختبار المعدات وقائمة القبول ، التي يتم تنفيذها واحدة تلو الأخرى وفقًا لبنود القبول. عندما تقوم الشركة المصنعة بتصحيح المعدات ، تأكد من إرسال شخص ما لتتبع الاختبار والقبول وتسجيل بيانات الاختبار.
من بينها ، تعد دقة محورية غرفة الضغط حرجة للغاية ، مما يؤثر بشكل مباشر على عمر الخدمة لللكمة وغرفة الضغط في المرحلة اللاحقة. إنه عنصر فحص إلزامي لآلة صب القالب المشتراة حديثًا. بالنسبة لآلات الصب بالقالب التي يتم التحكم فيها من قبل plc ، يمكن بسهولة تجاهل فحص لوحة الرفع. تتمثل وظيفة لوحة التضخيم النسبي في التحكم في تيار الإخراج بما يتناسب مع حجم جهد الدخل ، وبالتالي تغيير ضغط وتدفق الصمام النسبي للتحكم في النظام الهيدروليكي (إذا كان صمامًا نسبيًا واحدًا ، فإن الضغط فقط يتم التحكم فيه). على وجه التحديد ، إذا كان الضغط الكلي لنظام التعديل الرقمي في خزانة التحكم من 0 إلى 14 ميجا باسكال وكان معدل التدفق الإجمالي من 0 إلى 100٪ ، يجب أن تقوم مؤشرات مقياسي التيار الكهربائي بإجراء تغييرات خطية مقابلة بشكل عام من 0 إلى 0.8 أ. الخطأ الخطي مسموح به. حوالي 2٪. إذا كان خطأ الخطية كبيرًا جدًا ، فإن خطية اللوحة النسبية لن تكون كافية ، مما سيكون له تأثير كبير على تعديل معلمات عملية الصب بالقالب.
لا يمكن قياس وقت الشحن الفائق وضغط البناء على وجه التحديد في موقع الإنتاج ، ولا يمكن تقديره بشكل غير مباشر إلا من خلال تفاعل مؤشر قياس الضغط لأسطوانة الحقن. النهج العام هو ضبط تأخير التعزيز ، ومعدل التدفق ، وضغط الوسادة الهوائية بسرعة حقن متوسطة سريعة (مثل حوالي 3 م / ث) ، ومراقبة مؤشر تغيير مقياس ضغط أسطوانة الحقن ، ثم إغلاق وإغلاق سريع سرعة الحقن. اضبط ضغط التعزيز في الحالتين المتطرفتين بشكل كامل شاهد تغيير اليد. إذا قمت بتعديله ، سيكون هناك توقف مؤقت في منتصف اليد ، أي أنه لا يمكن الوصول إلى وضع الضغط المحدد مرة واحدة ، مما يشير إلى وجود مشكلة في نظام التعزيز. في الوقت نفسه ، تجدر الإشارة إلى أنه إذا تجاوز انخفاض ضغط تراكم طاقة الحقن 1 ميجا باسكال وتجاوز انخفاض ضغط تراكم الضغط 0.5 ميجا باسكال ، فسيكون له تأثير كبير على ملء قالب الصب. لذلك ، لا يُسمح بتخزين الطاقة لآلة الصب بالقالب. هناك انخفاض الضغط المفرط.
يرتبط قبول أداء آلة صب القوالب بثبات جودة قوالب الصب في عملية الإنتاج اللاحقة. يجب إيلاء الاهتمام الكافي لقبول المعدات ، وإلا فإنه سيجلب مخاطر خفية لا يمكن التنبؤ بها لاستقرار جودة قوالب الصب. على سبيل المثال ، أثناء استخدام زيت اسطوانة غاز المجمع ، يصعب العثور على الأداة المرفقة بالجهاز ، سيؤدي ذلك إلى مشاكل في الجودة مثل سوء صب قالب الصب ، وزيادة ثقوب الهواء وما إلى ذلك.
3. صيانة المعدات
باعتبارها معدات إنتاج مهمة للمؤسسات الصب يموت ، وصيانة يموت الصب يجب أن تجذب الجهاز انتباه المديرين. الصيانة والصيانة الصحيحة لتقليل معدل فشل الآلة هو الأساس لتقليل تكاليف الصيانة وتحسين معدل استخدام معدات المؤسسة. ترتبط صيانة المعدات والصيانة اليومية ارتباطًا مباشرًا بعمر الخدمة للمعدات والتقدم السلس للإنتاج "في الوقت المحدد".
تزييت المعدات مهم جدا في صيانة المعدات. من الضروري تحديد الزيت الهيدروليكي ومواد التشحيم المحددة من قبل الشركة المصنعة للمعدات. للحفاظ على دائرة الزيت ، أولاً وقبل كل شيء ، ضمان استخدام الزيت الهيدروليكي المؤهل ، وتجنب استخدام الزيت الهيدروليكي المتدهور والمكثف والرواسب ؛ ثانيًا ، لا تخلط الزيت الهيدروليكي القديم والجديد عند تغيير الزيت الهيدروليكي. تأكد من استخدامه بعد كل تغيير للزيت. أغلق غطاء خزان الوقود. بالإضافة إلى ذلك ، يجب التحقق من استخدام زيت التشحيم واستهلاك الزيت الهيدروليكي بشكل متكرر. إذا كان هناك أي شذوذ ، يجب إصلاحه في الوقت المناسب.
معظم زيت التشحيم يموت الصب حبلا يستخدم موزع زيت الضغط. يعني ما يسمى بنوع إزالة الضغط أنه عندما يتوقف محرك مضخة التشحيم عن العمل ، تبدأ كل نقطة تزييت في التزييت والتشحيم. يوجد دبوس مؤشر على كل موزع زيت ، وهو مناسب للتحقق من شذوذ كل نقطة تزييت ، بحيث يمكن العثور على الكشف المبكر والصيانة المبكرة. من أجل تجنب تلف المسامير والبطانات.
يمكن إجراء الصيانة الأخرى للمعدات ، مثل الفحص المنتظم لمرشح المعدات والمبرد ودقة المعدات ، وفقًا لدليل تعليمات الشركة المصنعة.
بالإضافة إلى ذلك ، يجب الانتباه إلى الأمور التالية عند إصلاح المعدات:
(1) لا تخطو على أجزاء الصفائح المعدنية وقضبان التوجيه بأقدامك.
(2) لا تضغط على أجزاء مختلفة من الجهاز بالأدوات.
(3) يجب أن تكون الأجزاء وأبواب الأمان ودروع الأمان التي تم إزالتها أثناء صيانة الماكينة كما هي وعلى الموضة.
(4) يجب قطع التيار الكهربائي أثناء الصيانة الكهربائية.
(5) عند إصلاح واستبدال أجزاء العمل الساخنة ، يجب تبريدها قبل التشغيل.
(6) لا تقم بإزالة السلك الأرضي الكهربائي.
(7) عمل سجلات صيانة المعدات لتسهيل استكشاف الأخطاء وإصلاحها والصيانة الدورية.
4. الخلاصة
للقيام بعمل جيد في إدارة آلات الصب لقوالب الصب ، يجب أن نأخذ على محمل الجد ونقوم بعمل بحث جيد قبل شراء المعدات ، والتي يمكن أن تقلل إلى حد كبير من بعض مشاكل المعدات التي قد تحدث في الإنتاج واللعب دور في ضمان جودة منتجات الصب يموت.
ما ورد أعلاه هو المادة المشتركة تكنولوجيا لونغهوا لك. آمل أن تساعدك هاتان المادتان في اختيار يموت الصب آلة . لمزيد من المعلومات ، يرجى متابعتنا.