2023-07-11
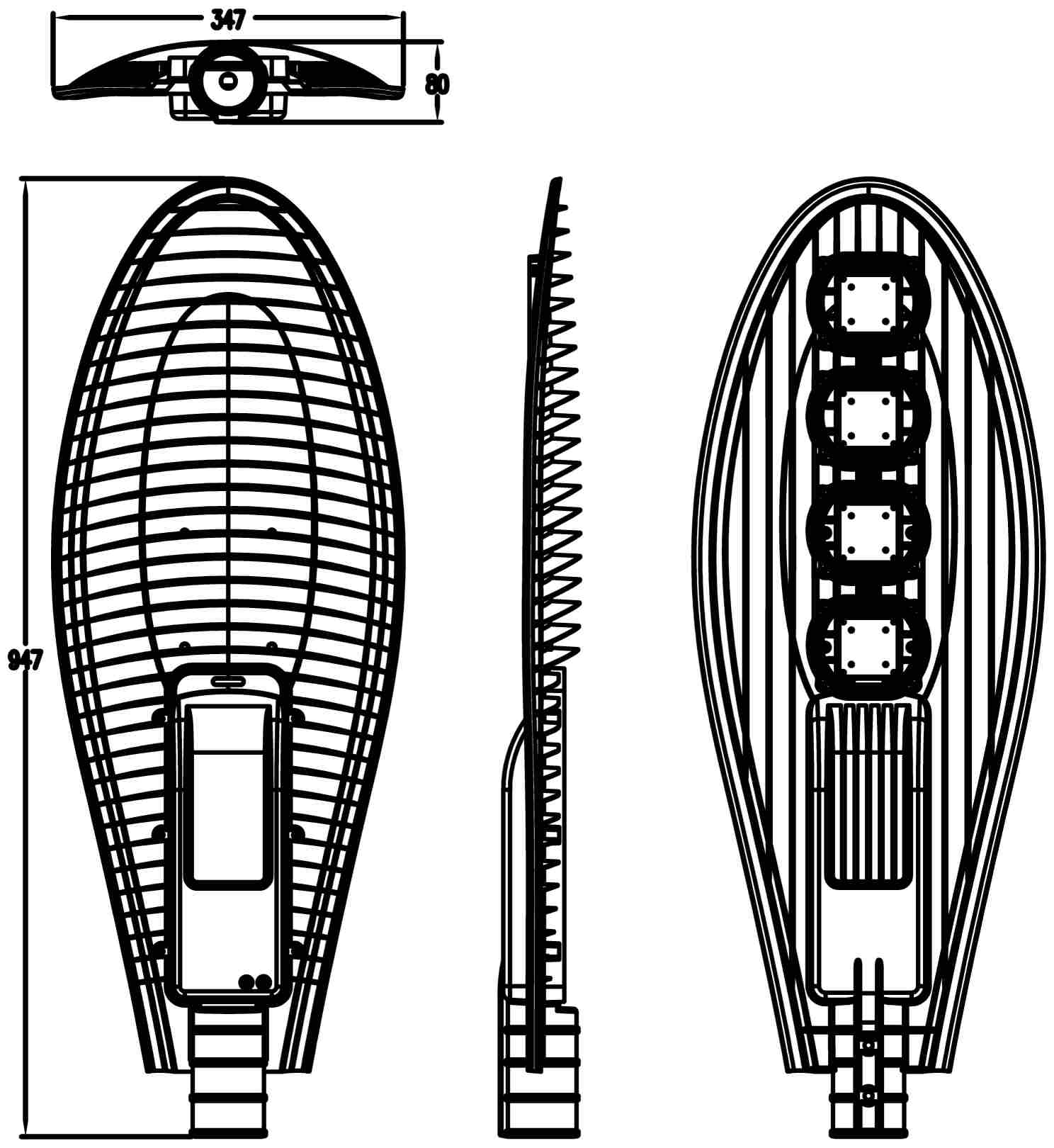
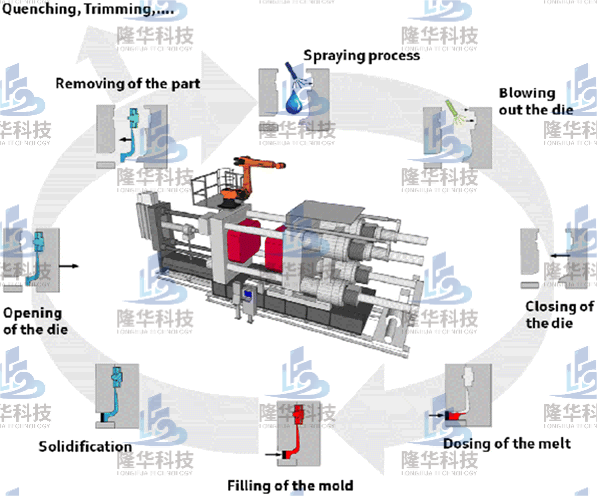
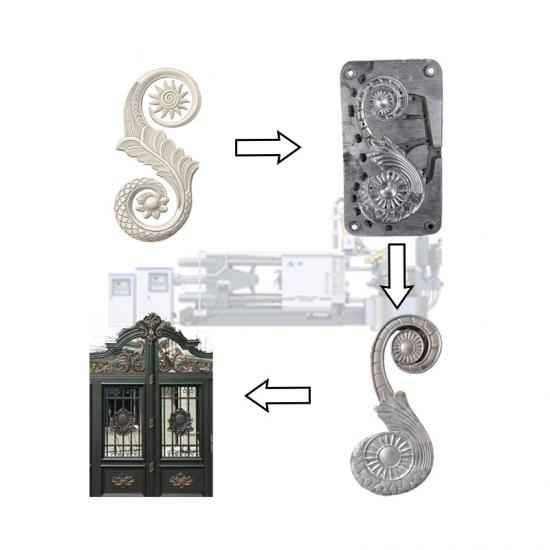
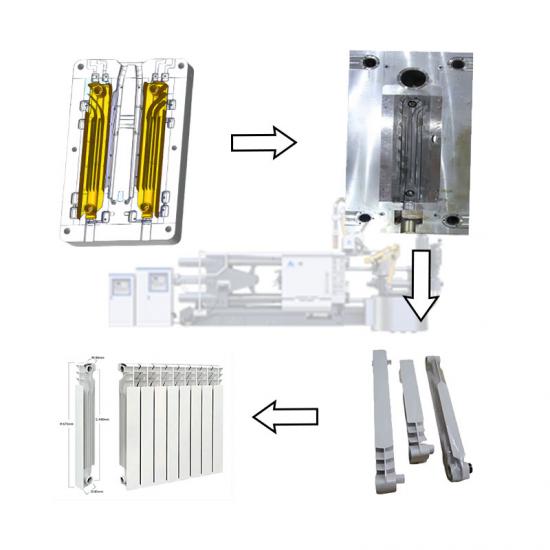
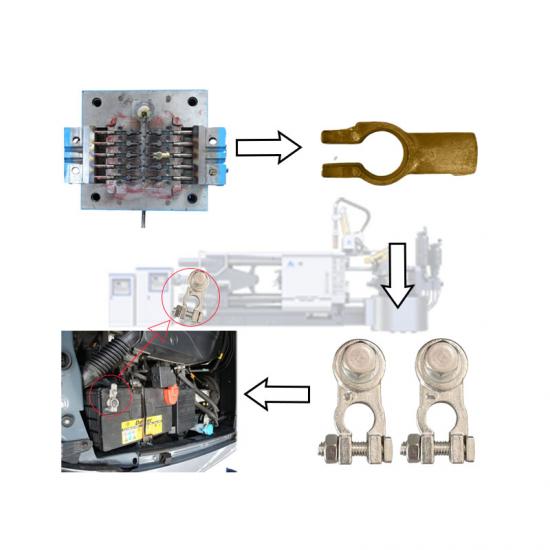
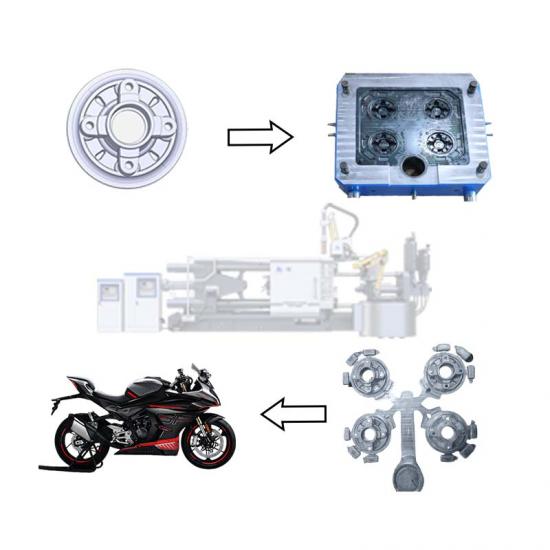
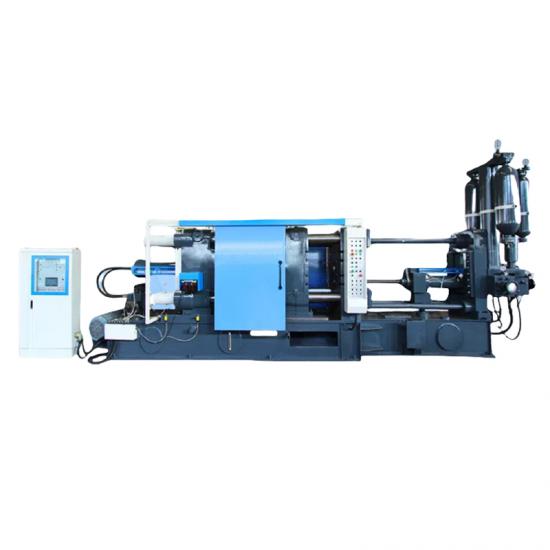
قالب الصب بالقالب هو أداة تستخدم في صنع الأجزاء المعدنية أو السبائكية عن طريق حقن المعدن المنصهر في القالب عند درجة حرارة وضغط مرتفعين ، مما يسمح له بالتبريد والمعالجة للحصول على الشكل المطلوب للجزء. يعد تصميم واختيار قالب الصب الصحيح أمرًا بالغ الأهمية لإنتاج مصبوبات عالية الجودة. فيما يلي بعض العوامل والخطوات الرئيسية التي يمكن استخدامها في تصميم واختيار قوالب الصب: 1. تصميم الجزء: أولاً وقبل كل شيء ، تحتاج إلى إنشاء نموذج ثلاثي الأبعاد دقيق وفقًا لمتطلبات التصميم الخاصة بالجزء المطلوب. يجب أن يتضمن النموذج الأبعاد والأشكال وخصائص السطح المطلوبة وما إلى ذلك. 2. اختيار المواد: وفقًا لخصائص المواد ومتطلبات التطبيق للأجزاء المطلوبة ، حدد مادة القالب المناسبة. تشمل المواد المستخدمة بشكل شائع الفولاذ ، وسبائك الألومنيوم ، وما إلى ذلك. يجب أن تتمتع مواد القوالب بقوة درجة حرارة عالية ، ومقاومة للتآكل ومقاومة للتآكل. 3. محاكاة التدفق: يتم استخدام برنامج محاكاة التدفق لمحاكاة وتحليل تدفق المعدن المنصهر في القالب. يساعد ذلك في تحديد أنماط التعبئة أثناء تعبئة المعادن والعيوب المحتملة وأنظمة التبريد التي قد تكون مطلوبة. 4. تصميم هيكل القالب: وفقًا للشكل الهندسي للأجزاء ونتائج محاكاة التدفق ، قم بتصميم هيكل القالب. وهذا يشمل أنظمة التبريد ، والبوابات ، والأكواب ، وأنظمة الصرف ، وما إلى ذلك. تصميم نظام التبريد مهم للغاية ، ويمكن أن يؤثر على جودة الصب ودورة الإنتاج. 5. تصنيع ومعالجة القوالب: تصنيع القوالب الفعلية وفقًا لهيكل القالب المصمم. يتضمن ذلك استخدام معدات التصنيع باستخدام الحاسب الآلي للطحن ، والشرارة الإلكترونية والتلميع. 6. إنتاج وتعديل تجربة القوالب: قبل الإنتاج الضخم ، الإنتاج التجريبي وتعديل عدد صغير من العينات. يساعد هذا في التحقق من دقة تصميم القالب وإجراء التعديلات والتحسينات اللازمة. 7. عمر القالب وصيانته: الصيانة الدورية للقالب وصيانته لضمان التشغيل الطبيعي وإطالة عمر خدمة القالب. وهذا يشمل التنظيف والتشحيم وإصلاح الأضرار التي قد تحدث. عند اختيار قالب الصب بالقالب ، تحتاج أيضًا إلى مراعاة العوامل التالية: 1. دفعة الإنتاج: حدد نوع القالب المناسب وفقًا لمجموعة المصبوبات المطلوب إنتاجها. للإنتاج بكميات صغيرة ، يمكنك اختيار قالب تجويف واحد أو قالب تجويف صغير. للإنتاج بكميات كبيرة ، قد تكون القوالب متعددة التجاويف أو قوالب الصب بالغرفة الباردة أكثر ملاءمة. 2. عامل التكلفة: تعتبر تكلفة تصنيع وتصميم القوالب أحد العوامل المهمة التي يجب مراعاتها. يجب موازنة تكاليف العفن مع فوائد الإنتاج المتوقعة لضمان الاقتصاد. 3. تعقيد الأجزاء: سيؤثر تعقيد الأجزاء وهندستها أيضًا على اختيار القالب. بالنسبة للأجزاء المعقدة ، قد يكون من الضروري استخدام قالب متعدد التجاويف أو قالب بهيكل خاص. 4. اختيار المواد: وفقًا لخصائص المواد للأجزاء المطلوبة ، حدد مادة القالب المطابقة. المواد المختلفة لها موصلية حرارية مختلفة ومقاومة التآكل. 5. اختيار المورد: اختر موردي قوالب الصب ذوي الخبرة وذوي السمعة الطيبة لضمان قدرتنا على توفير قوالب عالية الجودة وموثوقة. وتجدر الإشارة إلى أن تصميم واختيار قالب الصب هي عملية معقدة ، والتي تحتاج إلى النظر فيها بشكل شامل بالاقتران مع متطلبات الأجزاء المحددة ، واحتياجات الإنتاج والظروف الفعلية. يمكن لمهندس أو خبير تصميم قوالب محترف تقديم إرشادات ومشورة أكثر تفصيلاً وتحديدًا. شركة Bengbu Longhua Die Casting Machine Co. ، Ltd. تعمل في صناعة تصنيع ال...
قراءة المزيد