2023-05-09
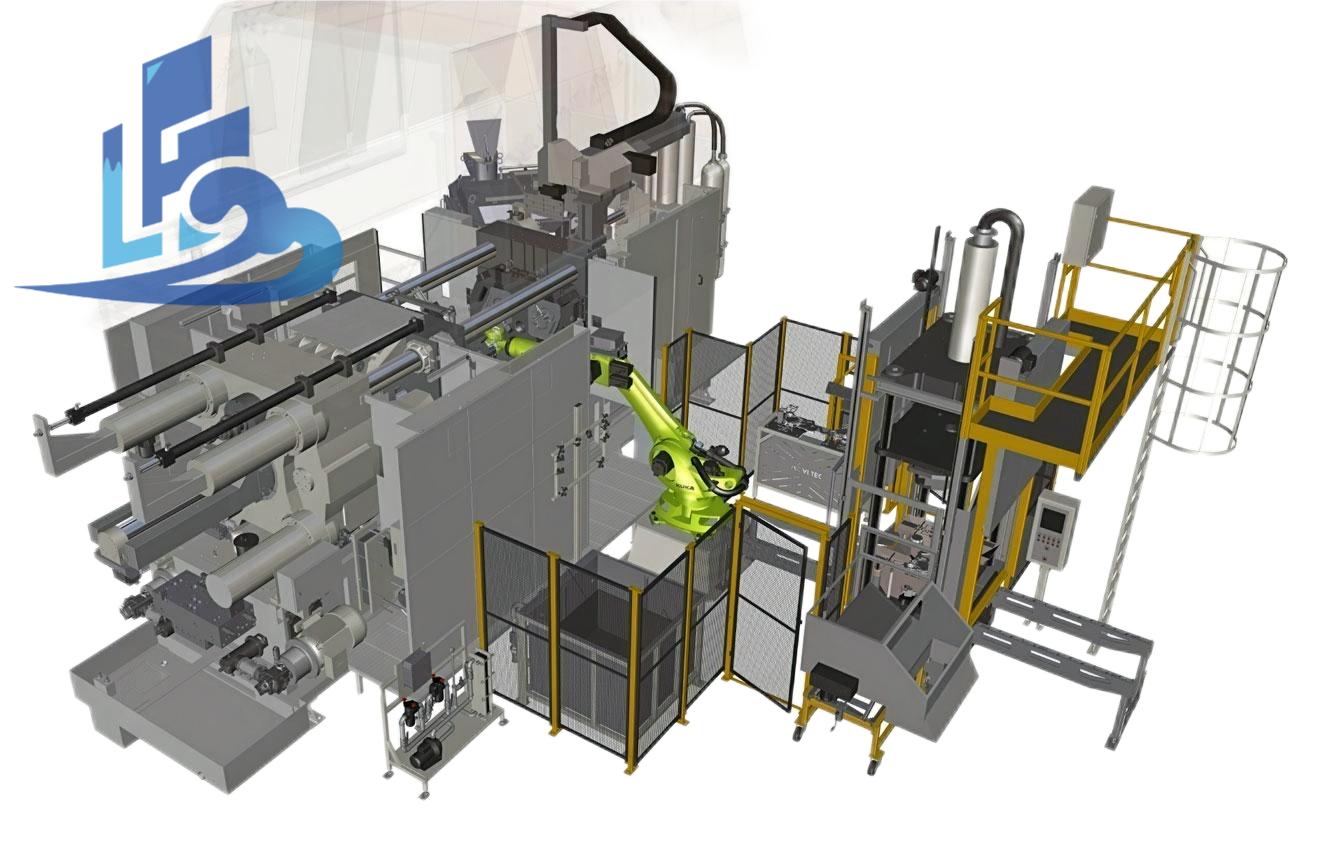
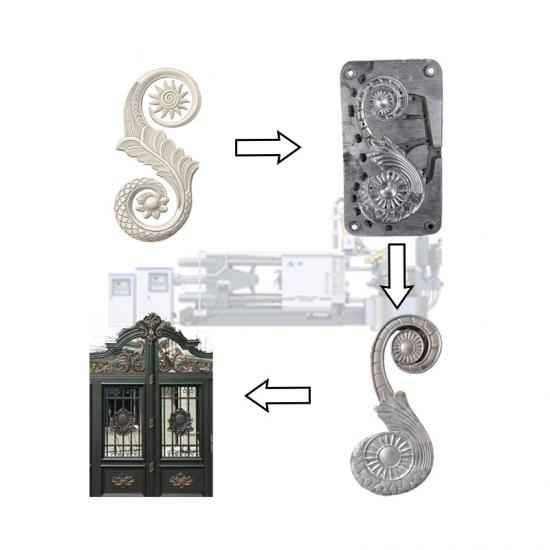
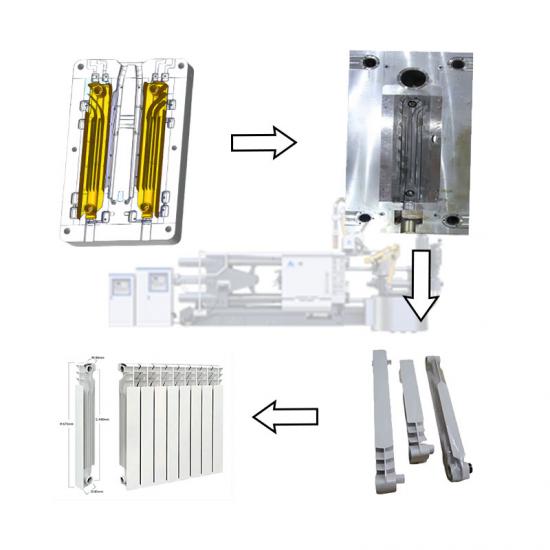
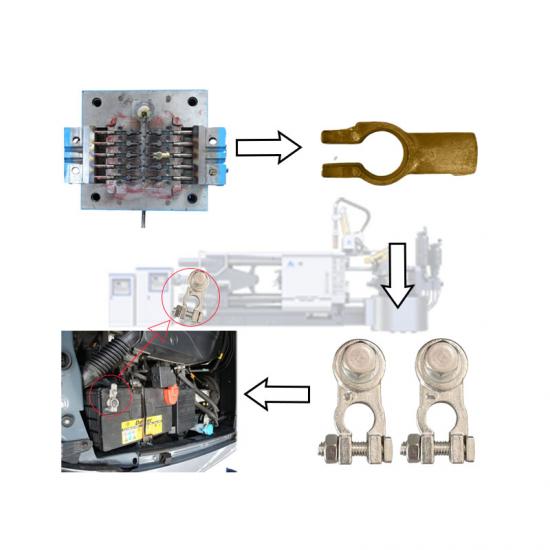
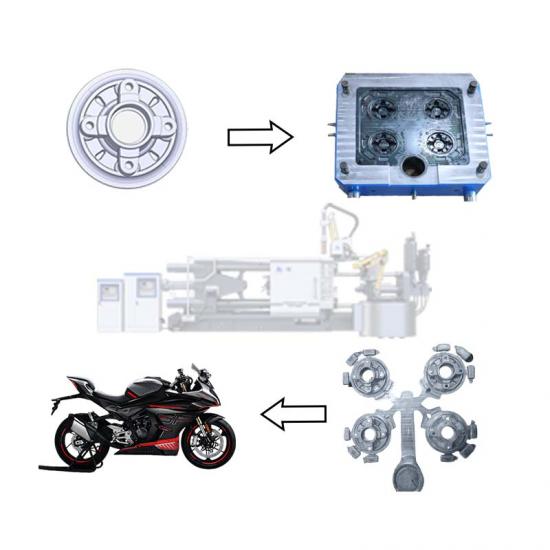
Die casting is a popular manufacturing process used to create high-quality, complex parts with excellent surface finish and dimensional accuracy. It involves forcing molten metal or alloy into a mold cavity under high pressure and then cooling the metal to solidify it. Die casting is used to make a wide range of products, including automotive parts, appliances, electronics, and toys. The Die Casting Process The die casting process involves several steps, each of which plays a critical role in ensuring the final product is of high quality. Mold Design - The first step in the process is designing the mold. The mold is typically made of two halves, the cavity and the core. The cavity is the negative space where the molten metal is poured, while the core creates the internal features of the part. Molten Metal - Once the mold is designed, the next step is to melt the metal. The metal is typically melted in a furnace at high temperatures. Injection - After the metal has melted, it is injected into the mold cavity using a high-pressure injection system. The pressure helps to fill the mold quickly and efficiently. Cooling - After the metal has been injected into the mold, it is left to cool and solidify. The cooling time is determined by the thickness of the part and the type of metal being used. Ejection - Once the part has cooled and solidified, it is ejected from the mold cavity. The ejection system helps to remove the part from the mold without causing any damage to the part or the mold. Trimming and Finishing - The final step in the process is trimming and finishing the part. This involves removing any excess metal from the part and smoothing out any rough edges or surfaces. This step is critical in ensuring the part meets the required specifications and has a smooth surface finish. Advantages of Die Casting Die casting offers several advantages over other manufacturing processes. Some of these advantages include: High Precision - Die casting allows for high precision and dimensional accuracy, making it an ideal process for creating complex parts with tight tolerances. High Strength - Parts made through die casting are typically stronger and more durable than those made through other manufacturing processes. Excellent Surface Finish - Die casting produces parts with a smooth surface finish, reducing the need for additional finishing processes. Cost-Effective - Die casting is a cost-effective manufacturing process, especially for large production runs. Versatility - Die casting can be used to make a wide range of parts, including those with complex shapes and features. Conclusion الصب بالقالب هو عملية تصنيع متعددة الاستخدامات وفعالة من حيث التكلفة تنتج أجزاء معقدة عالية الجودة مع تشطيب سطحي ممتاز ودقة أبعاد. مع العديد من المزايا ، فإن الصب بالقالب هو خيار شائع لمجموعة واسعة من الصناعات ، بما في ذلك السيارات ، والفضاء ، والإلكترونيات. من خلال فهم عملية صب القوالب وفوائدها ، يمكن للمصنعين اتخاذ قرارات مستنيرة بشأن أفضل عملية تصنيع لمنتجاتهم. تركز Longh...
قراءة المزيد